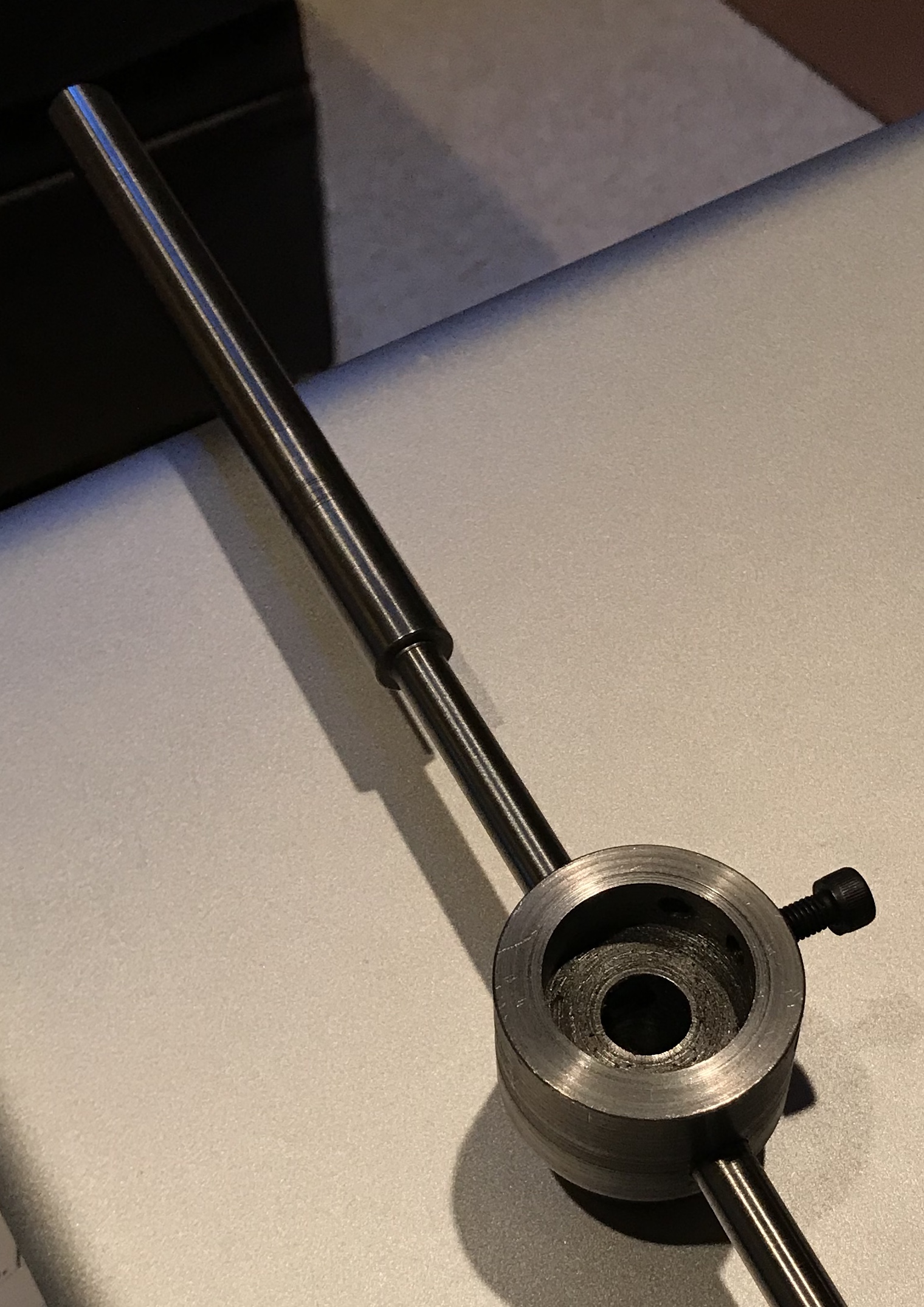
This die holder was based on one described in Model Engineer's Workshop #124, p. 16. A 1.5" length of 1.5" diameter steel was cut with a hacksaw. The rod was centered in the four jaw chuck. Both ends were faced. The rod was drilled through up to 27/64". It was bored 3/8" deep up to about 1" or 'when the die fit.'
The carbide boring bars were not sharp enough to the boring job. The Sherline HSS bit was used and gave efficient boring and a good fit. About 0.005 - 0.0075" was removed per pass out to 1".
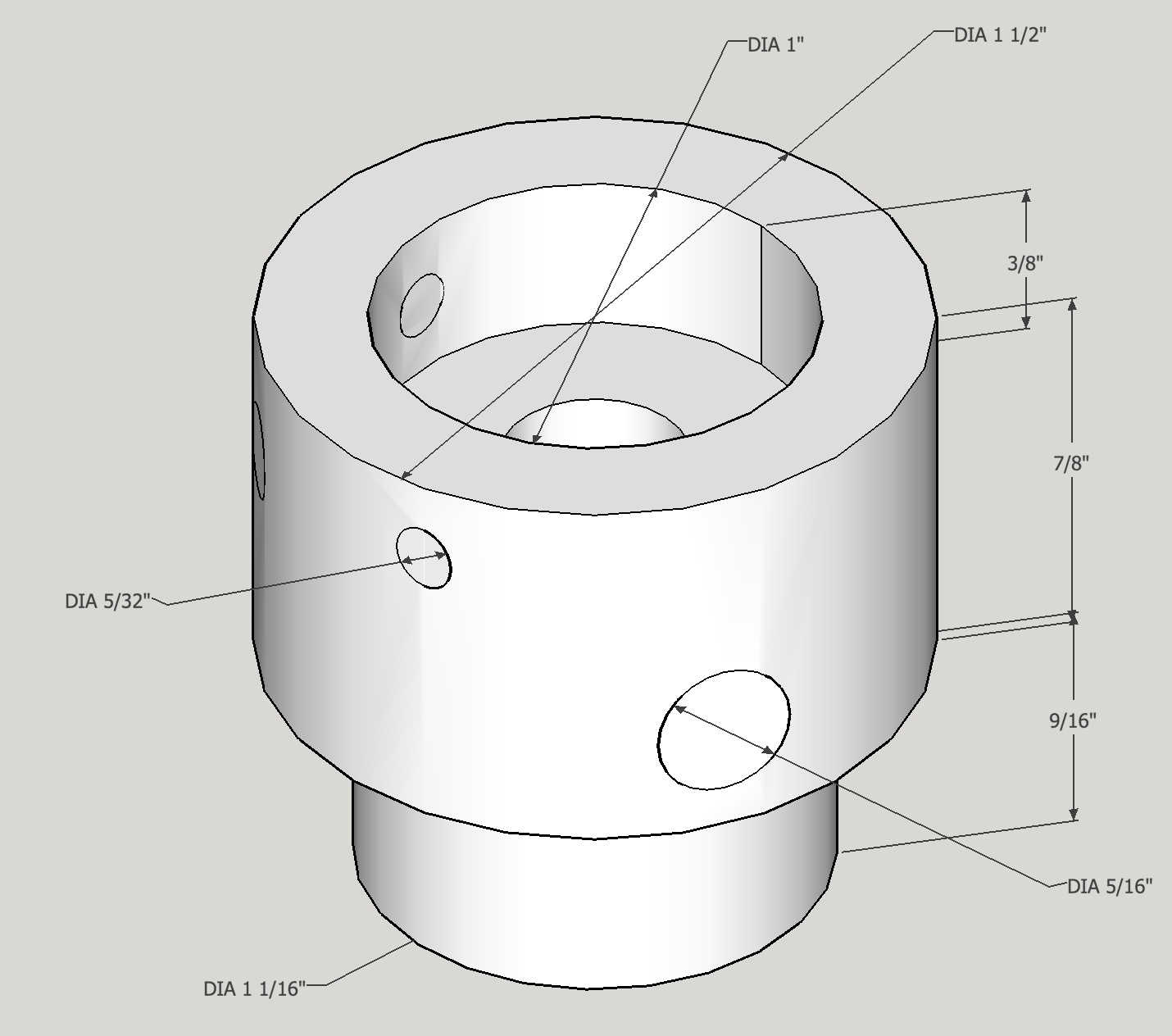
The holder was held in the 3-jaw chuck mounted on the vertical rotary table. Drilled and tapped (10-32) the three holes at 3/16" from the bored end of the holder 45° apart. A further 45° turn set the holder up for drilling the 5/16" through hole for the handles at 5/8" from the die end of the holder. To finish this part 9/16" opposite the die end was reduced to 1 1/16". All edges were chamfered as well as the holes.
The two handles, 8" long, were cut from 1/2" round stock. About 2.5" was reduced to 5/16". Edges were filed and the small ends were glued into the holes with Locktite.